
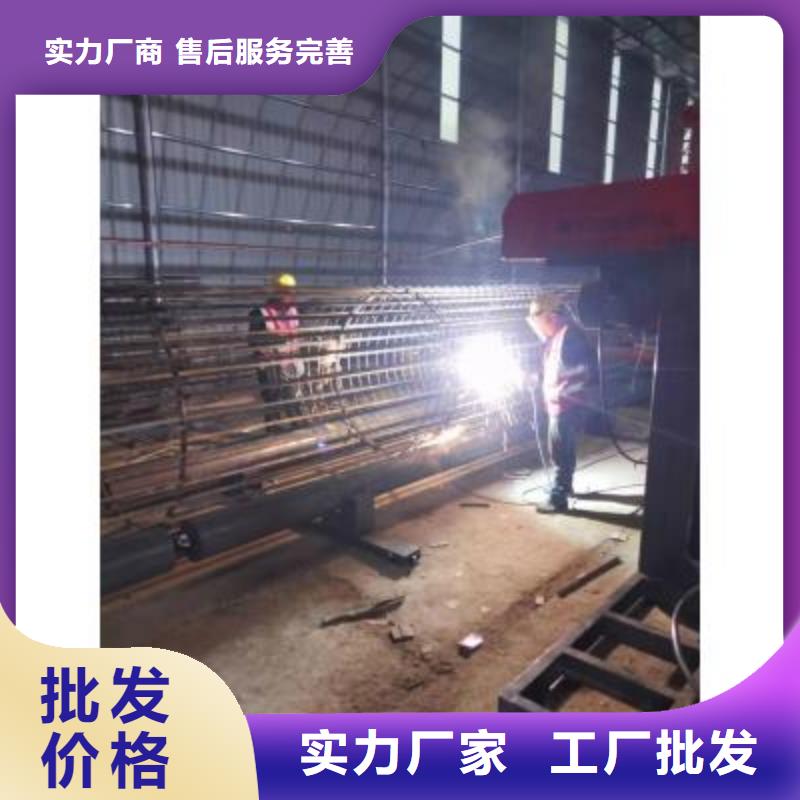

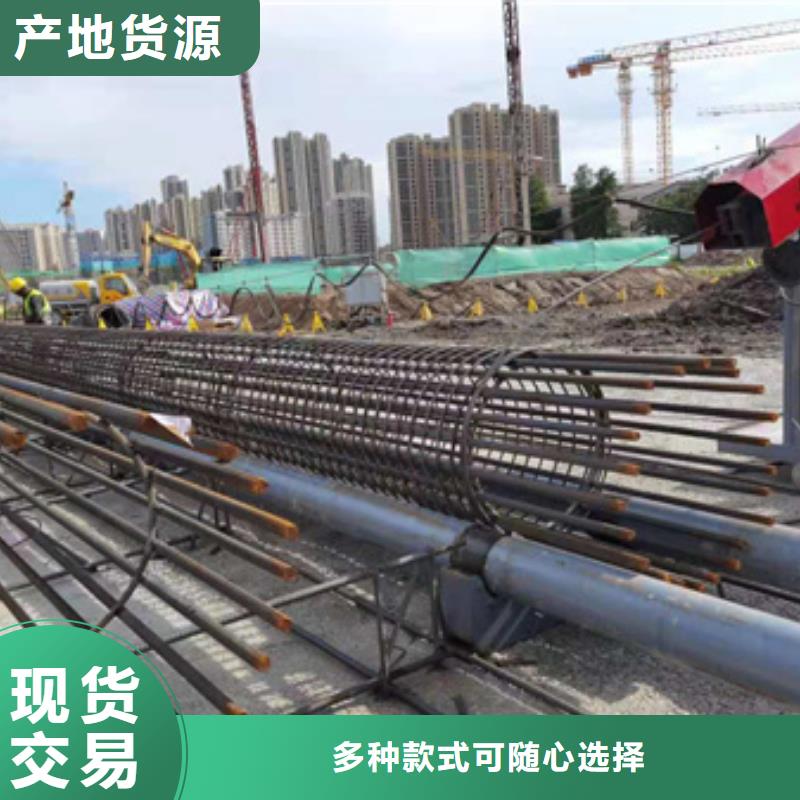
钢筋笼绕筋机钢筋笼地滚笼机专业品质的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:西藏林芝钢筋笼绕筋机钢筋笼地滚笼机专业品质的图文介绍


钢筋笼绕筋机维护保养
1、 每天设备生产之前,要对设备状况进行检查,主要有如下几个方面:
(1) 急停按钮(任意一个)是否处于按下状态、控制电源开关是否处于关闭状态;
(2) 各线路连接是否正常;
(3) 是否存在漏油想象;
(4) 各螺栓螺母是否有松动;
(5) 电气柜内粉尘是否过多。
2、 设备运行过程中,要注意检查马达是否有过热现象;
3、 设备运行过程中,严禁对电气部分进行遮盖,要保持散热顺畅;
4、 机器正常运行 1个月后,要对断路器、马达接线端子、电箱内接线端子,在电源切断的情况下进行重新紧固;



①接受您的咨询,根据您的需求,确定合适的 钢筋笼地滚笼机;
②为您提供 钢筋笼地滚笼机设计、工艺流程设计;
③适合您的 钢筋笼地滚笼机选购方案;
④根据您的特殊需求,设计 钢筋笼地滚笼机产品;


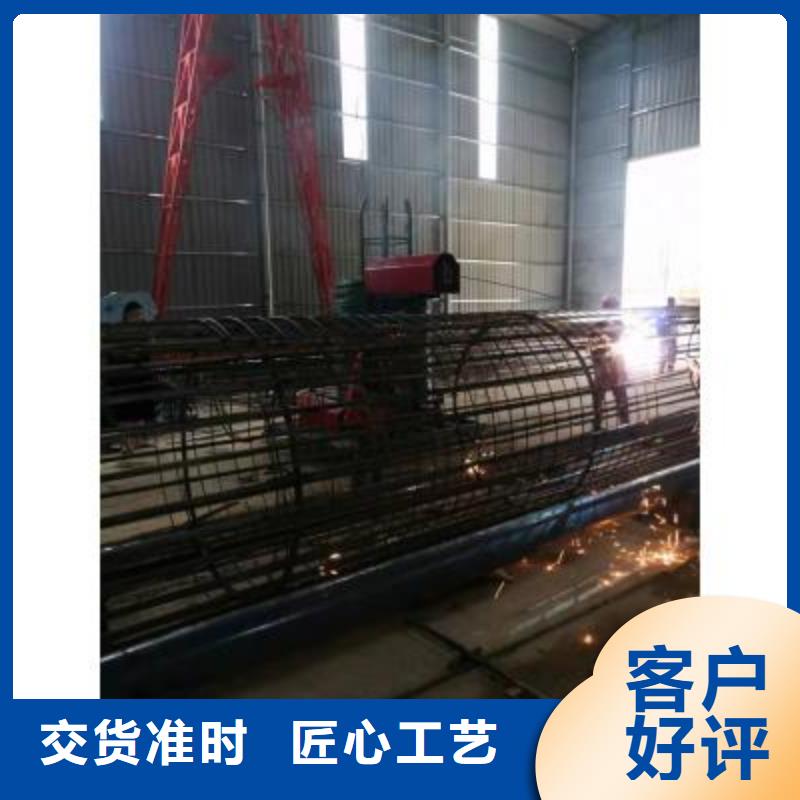
富平双筋钢筋笼绕筋机怎么保养减少了钢筋的浪费:由于人工焊接及加工技术的不成熟,质量达不到要求,会造成钢筋的弃用及浪费;而钢筋笼绕筋机加工焊接的钢筋笼,由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。钢筋笼滚焊机加工速度快: 正常情况下备料及滚焊部分5-7人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子,对于高铁施工中1米桩的笼子曾经有日产75节9米的笼子(675米/天)的生产记录,工作效率非常高。
在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。



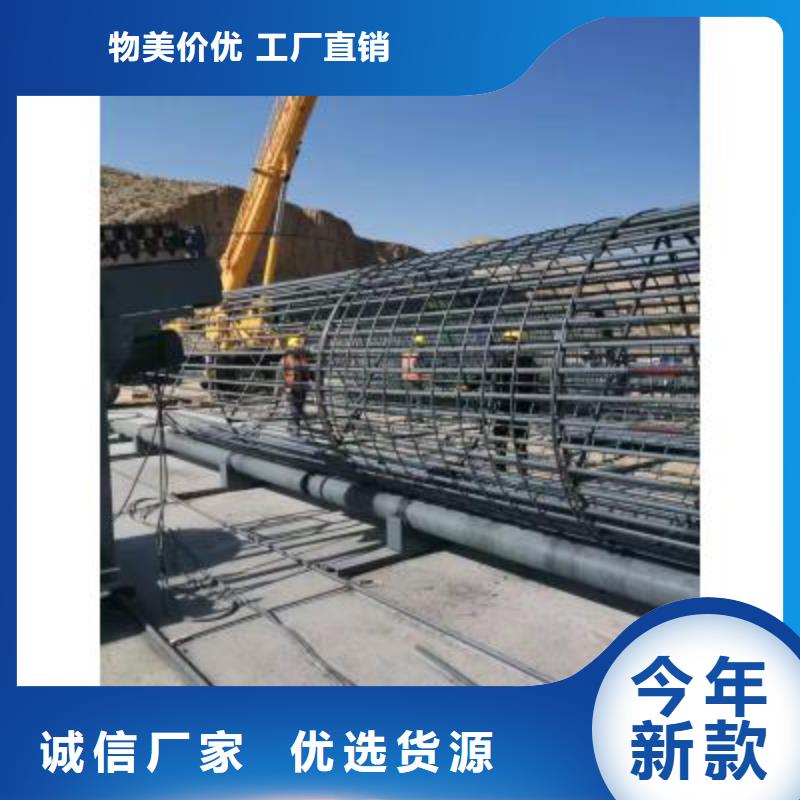
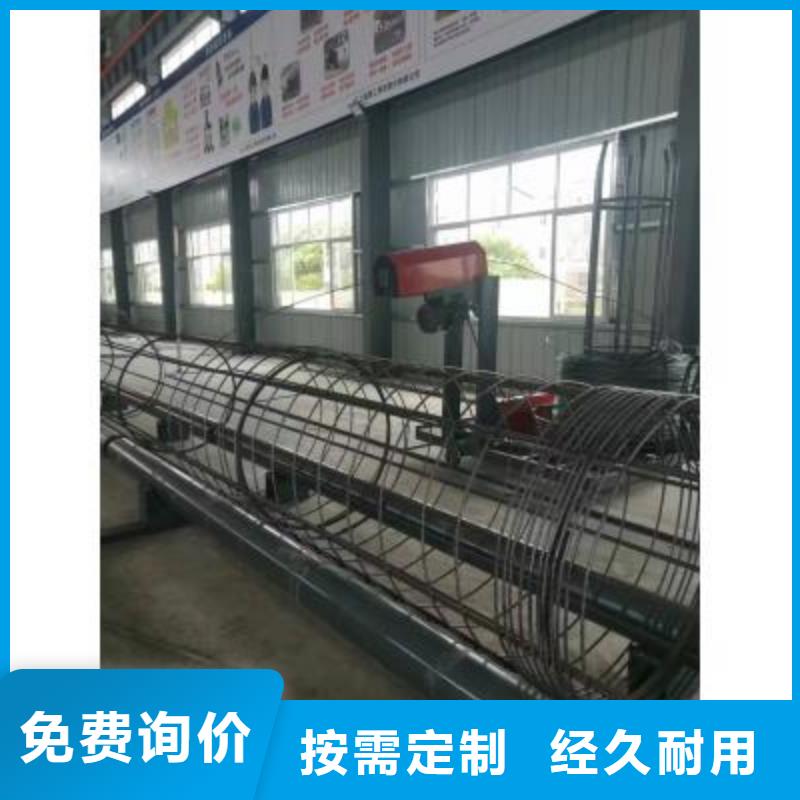
操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,西藏林芝钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。

