





我们为您呈现了一部精彩绝伦的直缝管直缝钢管
注重细节产品视频,让您感受产品的独特之处。
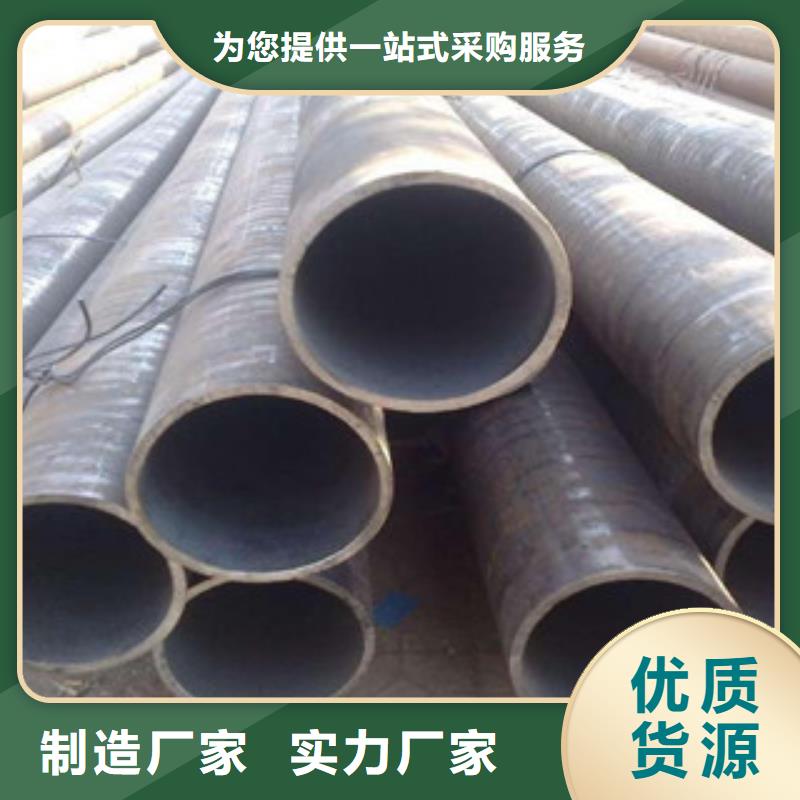
以下是:湖北直缝管直缝钢管
注重细节的图文介绍

直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。


钢兴钢管 (湖北省分公司)坚持走 内外抛光流体管的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 内外抛光流体管市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强



UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。


JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。



