


我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让【C型钢】槽钢以质量求生存自己向您展示它的卓越品质和出色性能。
以下是:安徽亳州【C型钢】槽钢以质量求生存的图文介绍
三、明确冷弯型钢产品开发的方向
在产品开发方面,要以 重大需求为牵引,市场为导向,上下游融合,实现产品八字方针:创新、个性、定制、优质。要坚持“工艺为龙头、装备为手段、产品见效果、服务为目标”的的技术创新方针。推进产品升级换代和创新引领。
在产品开发过程中还要做到三个并重:一是量大面广产品与高端产品并重。量大面广产品的升级换代,实现减量化、稳定化、精准化、均匀化,是解决国民经济发展与企业生存的问题;高端产品的研发,解决的是 重大工程需求问题。二是工艺减量化与成分减量化并重。工艺减量化就是指减少生产中资源、能源消耗;成分减量化是指减少合金元素用量或以廉价合金元素代替贵重合金元素。三是跟跑型产品与领跑型产品并重。“跟跑型”就是仿制,学外国,实现国产化;“领跑型”就是自主创新,“弯道超车”,开辟新战场,制定新标准,超越国外先进水平,走领跑的道路。
二、坚持减量化、低成本的材料设计绿色化新理念
在材料设计过程中,对材料的组织、成分、工艺、性能的设计要坚持减量化、低成本的绿色化理念。包括资源节约型的成分设计,即减少合金元素的用量,使用低成本的元素;减量化、节省资源和能源、减少排放、环境友好的加工工艺方法等。减量化不是偷工减料。
C型钢外框形式的选择和加工;如果将C型钢用在高层钢结构中,为了提高其稳固性,通常采用的都是钢混凝土组合结构,而承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
在产品开发方面,要以 重大需求为牵引,市场为导向,上下游融合,实现产品八字方针:创新、个性、定制、优质。要坚持“工艺为龙头、装备为手段、产品见效果、服务为目标”的的技术创新方针。推进产品升级换代和创新引领。
在产品开发过程中还要做到三个并重:一是量大面广产品与高端产品并重。量大面广产品的升级换代,实现减量化、稳定化、精准化、均匀化,是解决国民经济发展与企业生存的问题;高端产品的研发,解决的是 重大工程需求问题。二是工艺减量化与成分减量化并重。工艺减量化就是指减少生产中资源、能源消耗;成分减量化是指减少合金元素用量或以廉价合金元素代替贵重合金元素。三是跟跑型产品与领跑型产品并重。“跟跑型”就是仿制,学外国,实现国产化;“领跑型”就是自主创新,“弯道超车”,开辟新战场,制定新标准,超越国外先进水平,走领跑的道路。
二、坚持减量化、低成本的材料设计绿色化新理念
在材料设计过程中,对材料的组织、成分、工艺、性能的设计要坚持减量化、低成本的绿色化理念。包括资源节约型的成分设计,即减少合金元素的用量,使用低成本的元素;减量化、节省资源和能源、减少排放、环境友好的加工工艺方法等。减量化不是偷工减料。
C型钢外框形式的选择和加工;如果将C型钢用在高层钢结构中,为了提高其稳固性,通常采用的都是钢混凝土组合结构,而承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。


国内行情仍整体偏弱。整体而言,伴随着库存的增加,镀锌c型钢下游需求仍不见放量,国内冷轧市场供需失衡现象尚存且短期内很难得到改观。商家普遍反映出货困难,成交低迷,心进一步下降。方面,虽今日作为同板材系列的热轧期价以上涨收尾,但仍难以带动疲弱的市场需求。
目前美国推QE3、QE4,将宽松进行到底;再推量化宽松,以经济发展;欧洲为解决危机,除减税基本无其他可言;元旦后各项利率已下调,基建项目增多,推进城镇化发展,均势必将加大各项资金发放力度。镀锌c型钢市场行情有望呈现上涨趋势,贸易商和下游用户春节前拿货的想法将越发强烈。
以上观点并非空穴来风,本网就2013年1月份行情做如下分析:首先,从镍角度看。因此宽松的货币,大量的流动性为全球镀锌c型钢价格上涨孕育了温床。镀锌c型钢商家暂无大量补库意愿,对于后市观望情绪浓郁。月初资金回收受阻,商家报价操作较为谨慎,报价继续。
而小户之间为求出货报价竞争较为激烈,表面市价,但实际操作中则采取暗降消库为主,对于商家而言目前下游无论是基建还是房地产业,用钢需求较为冷清。国内热卷窄幅盘整,其中华东地区,主因其自身资源售价低,且供应补充,随着资源不断消耗,库存处于下降趋势,商家心态尚可,价格仍维持偏强;而华北市场前期拉涨过快,镀锌c型钢现阶段下游用户对高价资。
商家纷纷表示虽需求及原料低位震荡,但 利好频频报价,因此短期内报价再次下调较难。表明下游整体需求依然,价格上行,不过钢厂资源投放不多,且到货基本同市价持平,低库存及成本支撑,商家降价出货意愿亦不强。大气环境下的钢结构受阳光、风沙、雨雪、霜露及一年四季的温度和湿度变化作用,这些都是可能使钢结构产生腐蚀现象的因素,那么该如何做好防护措施呢。
目前美国推QE3、QE4,将宽松进行到底;再推量化宽松,以经济发展;欧洲为解决危机,除减税基本无其他可言;元旦后各项利率已下调,基建项目增多,推进城镇化发展,均势必将加大各项资金发放力度。镀锌c型钢市场行情有望呈现上涨趋势,贸易商和下游用户春节前拿货的想法将越发强烈。
以上观点并非空穴来风,本网就2013年1月份行情做如下分析:首先,从镍角度看。因此宽松的货币,大量的流动性为全球镀锌c型钢价格上涨孕育了温床。镀锌c型钢商家暂无大量补库意愿,对于后市观望情绪浓郁。月初资金回收受阻,商家报价操作较为谨慎,报价继续。
而小户之间为求出货报价竞争较为激烈,表面市价,但实际操作中则采取暗降消库为主,对于商家而言目前下游无论是基建还是房地产业,用钢需求较为冷清。国内热卷窄幅盘整,其中华东地区,主因其自身资源售价低,且供应补充,随着资源不断消耗,库存处于下降趋势,商家心态尚可,价格仍维持偏强;而华北市场前期拉涨过快,镀锌c型钢现阶段下游用户对高价资。
商家纷纷表示虽需求及原料低位震荡,但 利好频频报价,因此短期内报价再次下调较难。表明下游整体需求依然,价格上行,不过钢厂资源投放不多,且到货基本同市价持平,低库存及成本支撑,商家降价出货意愿亦不强。大气环境下的钢结构受阳光、风沙、雨雪、霜露及一年四季的温度和湿度变化作用,这些都是可能使钢结构产生腐蚀现象的因素,那么该如何做好防护措施呢。



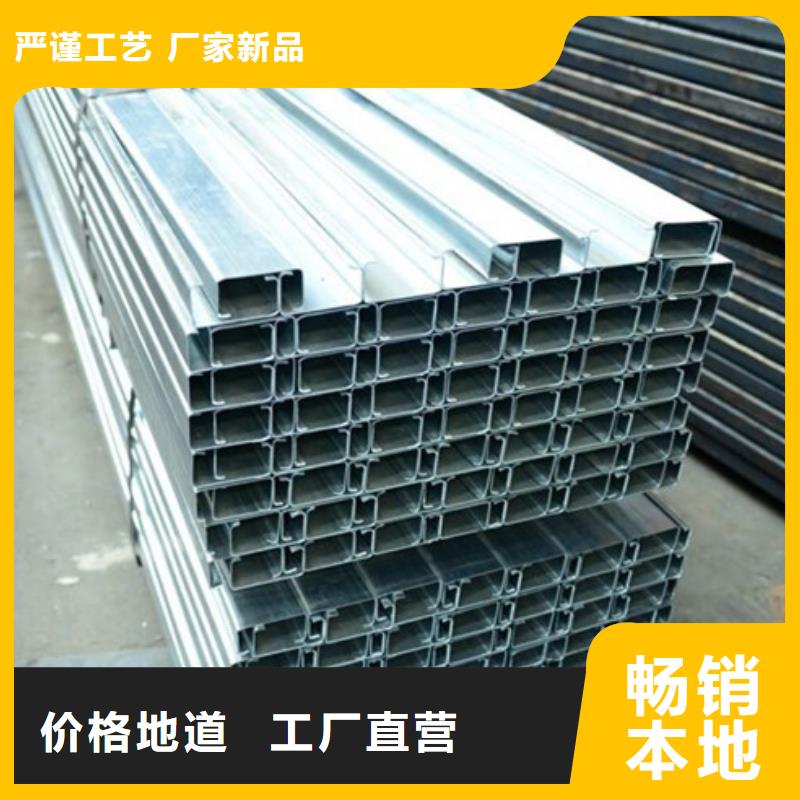
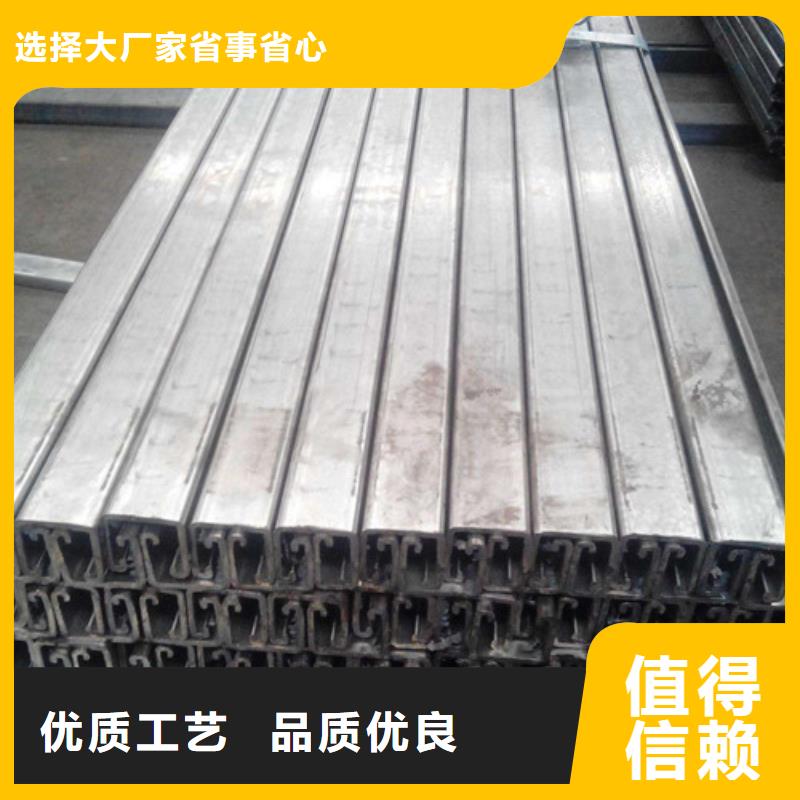
C型钢适用范围:C型钢广泛用于钢结构厂房建筑的檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。
C型钢的规格类别 : C型钢檩条按高度不同分为80、100、120、140、160五种规格,长度可根据工程设计确定,但考虑到运输和安装等条件,全长一般不超过12米。
C型钢的加工流程 C型钢都是由C型钢成型机自动加工成型的。C型钢成型机根据给定的C型钢尺寸就可以自动完成C型钢的成型工艺:
放料①——矫平②——成型③——定型④——矫直⑤——测长⑥——冲拉筋圆孔⑦——冲椭圆连接孔⑧——成型切断⑨
如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能C型钢产品具有均匀的壁厚和复杂的界面形状。
C型钢的规格类别 : C型钢檩条按高度不同分为80、100、120、140、160五种规格,长度可根据工程设计确定,但考虑到运输和安装等条件,全长一般不超过12米。
C型钢的加工流程 C型钢都是由C型钢成型机自动加工成型的。C型钢成型机根据给定的C型钢尺寸就可以自动完成C型钢的成型工艺:
放料①——矫平②——成型③——定型④——矫直⑤——测长⑥——冲拉筋圆孔⑦——冲椭圆连接孔⑧——成型切断⑨
如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能C型钢产品具有均匀的壁厚和复杂的界面形状。


1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。



国耀宏业钢铁(亳州市分公司)秉承、“品质、信誉、创新、服务”的经营理念,“质量为先,诚信为本”的企业宗旨。对【镀锌钢板】产品质量和服务精益求精,与客户双赢合作,共同发展。 美丽的【镀锌钢板】之都-----安徽亳州欢迎你!
