
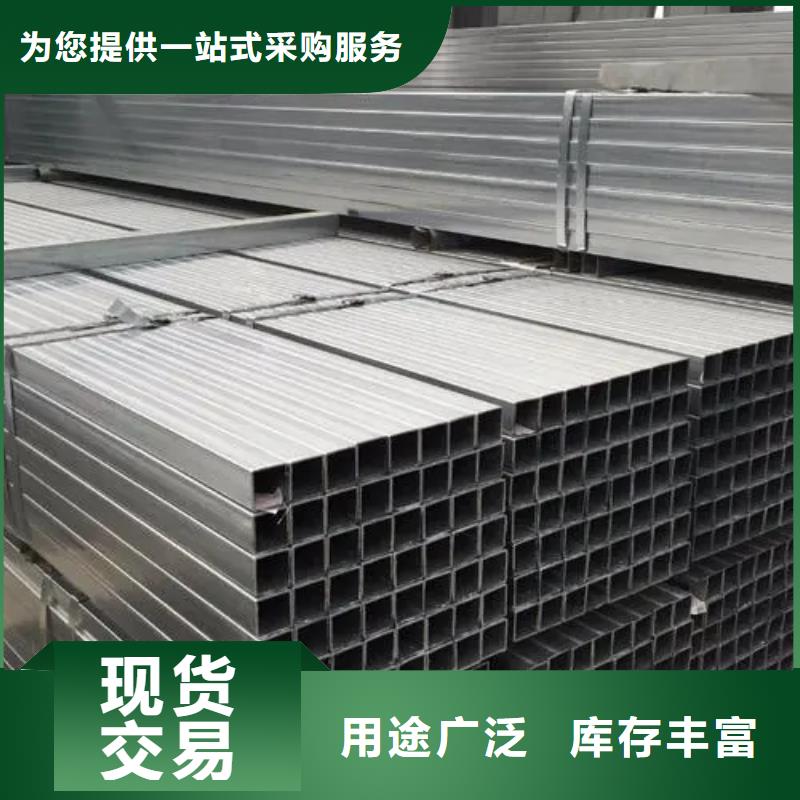

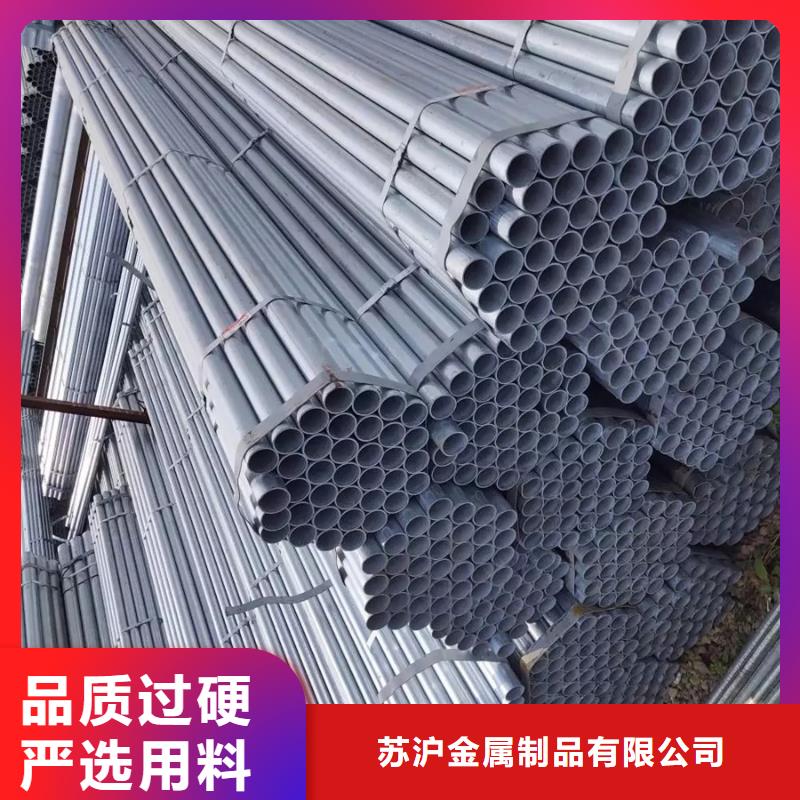
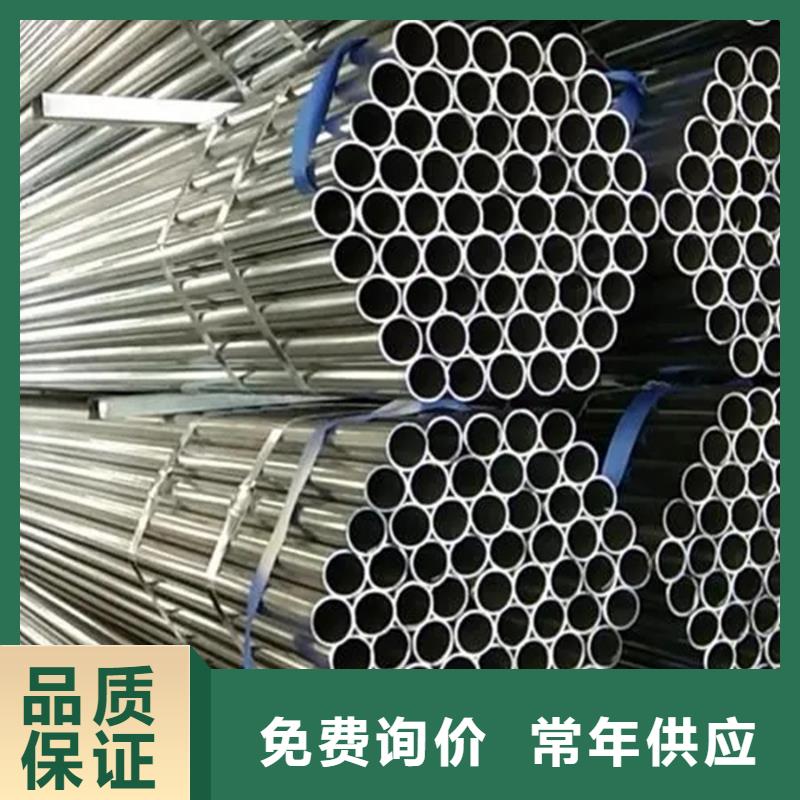


准备好领略【镀锌管】无缝方管放心购产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:【镀锌管】无缝方管放心购的图文介绍



由于镀锌管焊接热影响区是优发镀锌管的焊接周围受到焊接热循环作用后形成的独特的热处理工艺区,其性能不同于优发镀锌管,其特点在于:材料本身和加工工艺标准。影响其结构和性能的关键冶金工业和加工工艺因素有:被焊金属材料的特性和铝合金系统软件,这也是决定焊接热影响区特性的根本因素。各种原材料。结构转型和性能转型,首先取决于优发镀锌管自身在不同采暖散热条件下的物理冶金工业特性。 例如,对于在加热和冷却过程中不发生变化的金属材料和铝合金,焊接热影响区就比较简单。相反,用热电材料焊接很复杂。优发镀锌管焊前的初始状态 焊前原材料的初始状态也会影响焊接热影响区的结构转变和性能转变。例如,如果原材料在焊前处于冷作硬化或热处理工艺强化状态,当焊后热影响区发生退水时,会在焊后产生热处理硬化区。焊接后的热影响区。 镀锌焊管焊接工艺方法及主要技术参数。如前所述,焊接热影响区是由焊接的热效应引起的,因此它与热原特性和焊接时要使用的焊接工艺的主要参数密切相关。它们影响着有发镀锌管在焊接过程中的温度分布和热力循环图的特性,并直接影响到焊接热影响区独特热处理工艺的各种主要参数,如升温速率、高温停留时间和 冷却。这也是在科学研究焊接热影响区的机理和性能转变以及焊接工艺的制定中必须考虑的难题。



苏沪金属制品(营口市分公司)自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,在这一经营方针的指导下,公司常年销售 09CrCuSb钢管。我公司以严格的价格标准、产品和服务深受广大客户的信赖和社会的认可。多年的经营历练了公司在各个经营环节的成熟与规范,并与全国各大厂家及经销商有稳固的业务往来。 我公司奉行“诚信”的经营理念,创新进取,精益求精,内强素质,外塑形象!将真心诚意服务于客户,愿与新老客户携手共进、共创伟业! 竭诚欢迎各界朋友前来惠顾!以质量求生存、以信誉求发展、共创双赢!



热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。



镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?
