水下作业施工快速响应
更新时间: 2025-06-24 11:09:30 ip归属地:鄂尔多斯,天气:多云,温度:18-29 浏览次数:27
想要探索水下作业施工快速响应的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:内蒙古鄂尔多斯水下作业施工快速响应的图文介绍
虽起步较晚,但盛龙水下堵漏封堵切割打捞焊接作业工程(鄂尔多斯市分公司)依靠得天独厚的地理位置和资源优势,一开始就以高科技、新 水下清障产品、新技术主打市场,坚持以认真求实的态度对待所有的客户,以“诚信务实、客户至上”为企业宗旨,始终坚持“以人为本”的管理理念,立志于为客户提供各类优质 水下清障产品和技术服务。


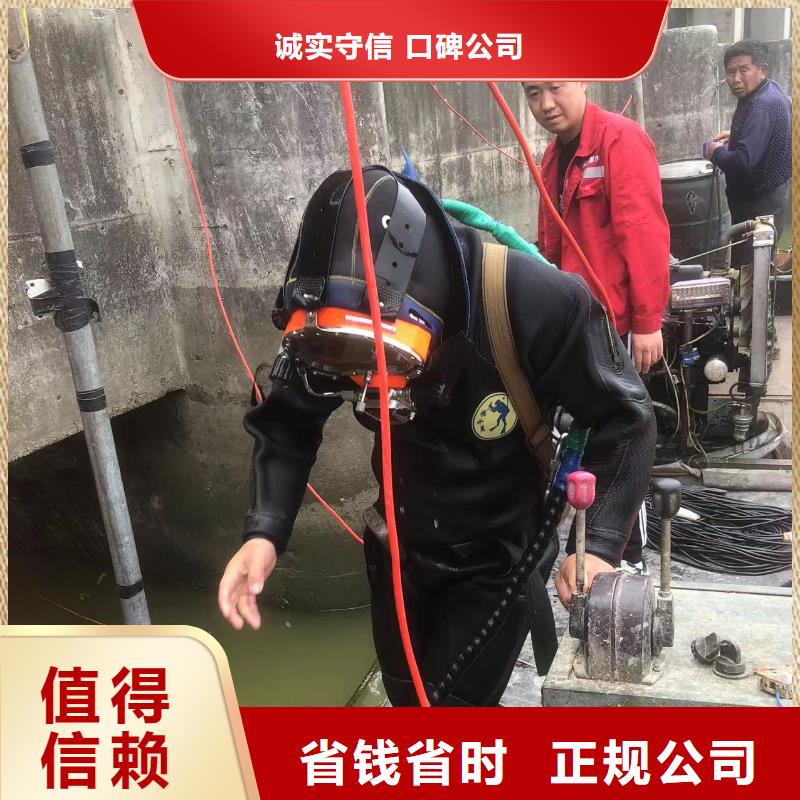
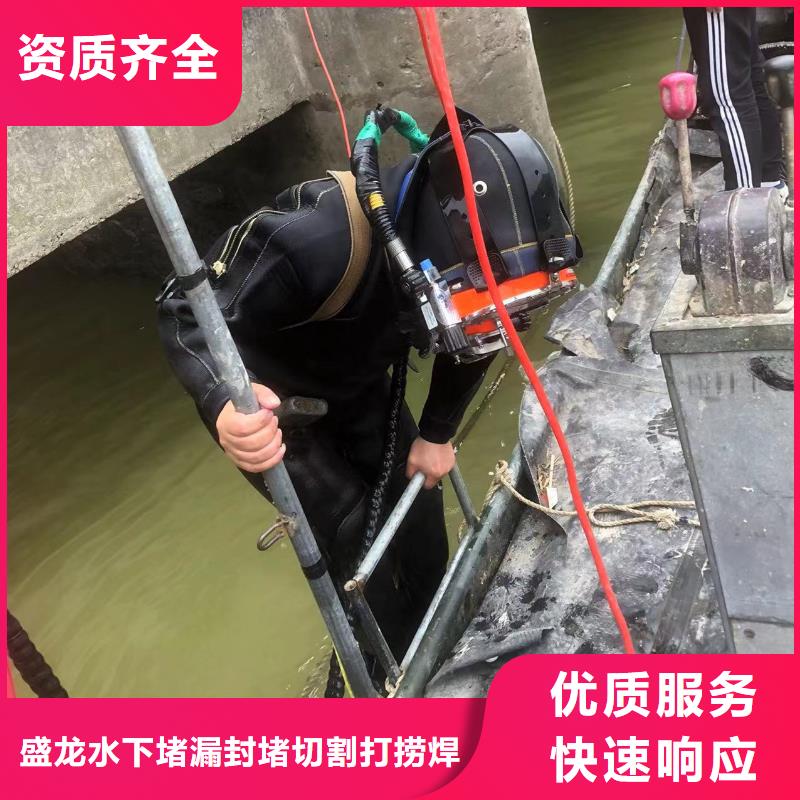
水下切开是一项危险性非常大的工程。大家都知道,潜水都是需求带潜水设备的。但是,切开本身就是一个危险性比较大的工作。在水下进行切开难度就更加大了。所以,在进行水下切开的时分,咱们特别需求注意切开人员的,这点至关重要。 水下切开是指在特定且条件下需求潜水员从事的水下切开作业。相对于其它作业而言,这个水下切开钢管桩环境比较特殊。需求工作人员熟悉和掌握专业的切开常识而且还需求具备非常杰出的水下工作经验和本质。 下潜前,在组长领导下,对潜水装备和器件进行查看和准备,为下潜人员着装和上来时分的卸装。当下潜人员入水至头盔刚要吞没时,拉住下潜人员并查看潜水装具是否水密,确认完好后,告诉下潜人员下潜,掌握下潜深度,并及时陈述。



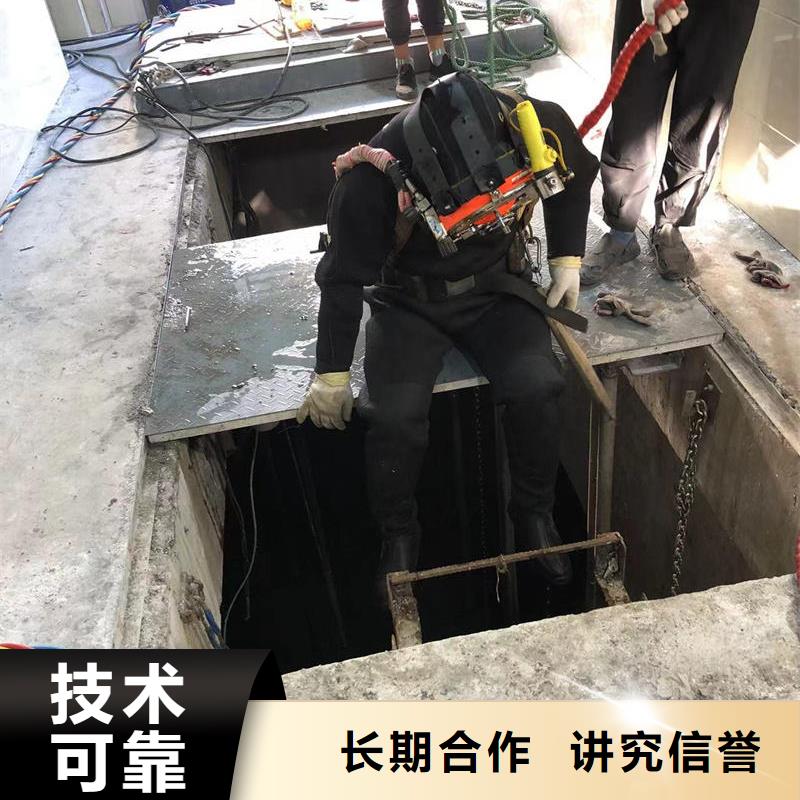
水下焊接特点 (1) 水下环境对焊接过程的影响 水下环境使得焊接过程比陆上焊接复杂得多,除焊接技术本身外,还涉及到潜水作业技术等诸多因素。 1) 能见度差 由于水对光线的吸收、反射、及折射等作用,使光线在水中的传播能力显著减弱,只及在大气中的千分之一左右。采用湿法水下焊接或国外通常用的局部干法焊接时, 电弧周围产生气泡的影响,潜水焊工很难看清焊接熔池状态,妨碍了焊接技术的正常发挥。 2) 急冷效应 海水的热传导系数较高,约为空气的 20 倍左右。即使是淡水,其热传导系数也为空气的个几倍。若采用湿法或局部干法水下焊接时,被焊工件直接处在水中,水对焊缝的急冷效应极明显,容易产生高硬度的淬硬组织。只有采用干法焊接时,才能避免急冷效应。 3) 增加了焊缝含氢量 湿法水下焊接时,电弧周围的水被电弧热分解产生大量的氢和氧,使电弧气氛中φ(H) 高达 62 %~ 82 %,则熔池中溶解或吸附大量的氢。致使焊缝金属含氢量达 20 ~ 70mL / 100g 的范围内,高于陆上焊接的数倍 。 高压干法水下焊接时,虽然工件不直接处在水中,但电弧气氛压力高,氢的溶解度大,也比陆上相同焊接方法焊接的焊缝含氢量高 。只有常压干法水下焊接与陆上焊接相似。



(1)水中电孤刚刚产生,周边的水便挥发造成骨腔或汽泡。因为水的水冷却和工作压力,水中引弧需要的工作电压比陆上上应高。从实际操作性视角考虑到,水下焊接开关电源必需选用交流电,严禁应用交流电流。其满载工作电压通常在60~90V中间。
(2)水下焊接机器设备和开关电源应具备优良的绝缘层和防潮特性,其接地电阻值不可低于1MΩ,而且应具备抗耐腐蚀浸蚀、空气浸蚀和抗海面腐蚀能。
(3)与深潜电焊工立即触碰的操纵家用电器必需应用隔离变压器,且有过压保护,电焊机必不可少接地装置,电线接头头要抛光,以耐腐蚀。
(4)水中湿法电焊焊接与激光切,电源电路中应安裝电焊焊接专用型的控制开关箱;水中半干法或部分半干法电焊焊接,电源电路自动控制系统中应安裝事故报警设备和关闭电源系统软件。
(5)在电焊焊接或激光切中,常常必须拆换焊丝。在水中拆换焊丝时,必需 传出拉闸数据号,确定电源电路早已断开,即可除掉焊丝头,再拆换焊丝。不然非常容易导致事故而产生风险。
(6)电级应完全绝缘层和防潮,以确保电触碰只是在产生电孤的地区出現。
(7)在水下焊接时,深潜电焊工切忌背向接地址,将要自个放置工作点与接地址中间。不然,不但非常容易造成事故,并且非常容易使潜水装备的金属材料构件遭受钛电极浸蚀。理应特别注意,不可门把放到待焊割的钢件上,一起又将焊丝或焊工门把碰触帽子而遭受高压电击。


潜水打捞公司的打捞范围包括:水下沉船、溺水人员打捞、水下作业、水下焊接、水下电焊、水下切割、水下清污、水下清淤、水下清理、水下清障。寒冷地区水利工程的闸门,冬季要采用压缩空气泡,潜水泵,以及开凿冰沟等措施。使闸门与冰层隔开,避免承受冰压。闸门在运行中,有可能产生振动和空蚀。剧烈振动和严重空蚀,会造成闸门体和门槽的破坏,并影响其它建筑物(如墩墙,启闭机,工作桥等)的。水下堵漏、水下录像、水下摄影、水下清泥、水下整平、水库堵漏、水下施工、水下测量、水下服务、水下检修、水下检测、水下拍摄、水下探查、水下拆除、水下拍照、水下打桩、水下补漏、水下补洞、水下打捞、水下堵洞、水下封堵。连接完毕后做工具检查是否有泄漏处。将管道堵水气囊伸展开,用配件连接进行充气,充气充到基本饱满为止,压力表指针达到关掉止气阀。