

以下是我们上传的弯管精心视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:湖北弯管精心的图文介绍


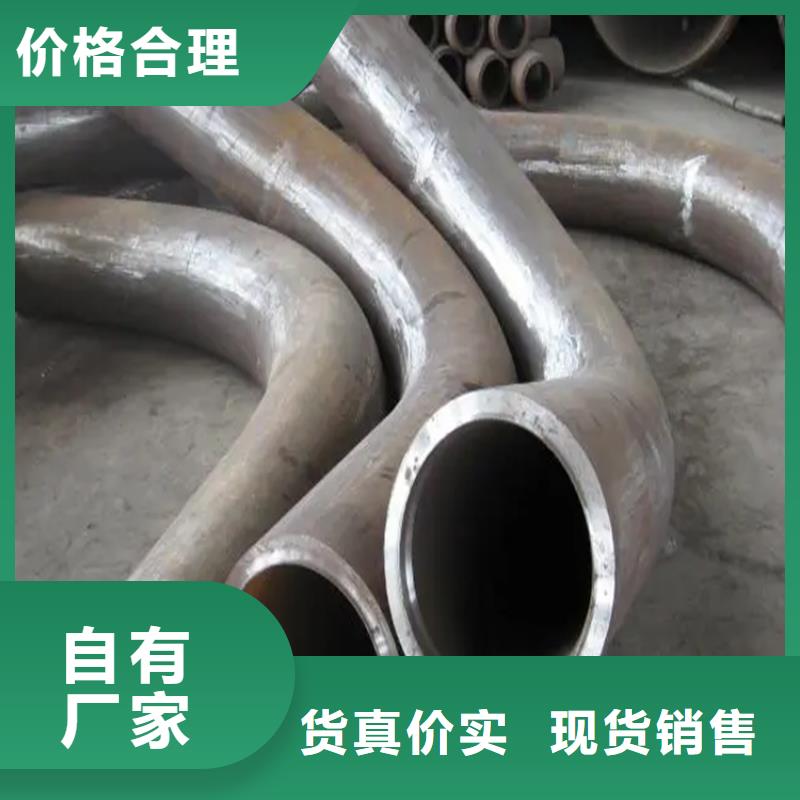
航萧管件(湖北省分公司)常年销售 中频弯管等各种产品,我公司销售的 中频弯管资源丰富,价格合理产品,材质规格齐全。公司优势:货源充足,价格合理!宁可一诺不许,许则一诺千金!公司依托经济开发区崂山路物流院内优越的地理位置,建立起的物流配送网络,覆盖全国,货多货少都可送达客户手中。我公司郑重承诺,在同等的质量下,保证以低的价格,完善的服务,高的信誉来答谢各界朋友的支持与厚爱。欢迎垂询光临!公司精神:创新超越平凡,实力成就未来!公司宗旨:以质量求生存,以信誉求发展!公司经营理念:以诚为本,客户至上!


弯管种类以及施工要求,弯管在进行使用的过程中其两种不同类型的关键在进行搭配使用的时其效果会变得更加的好,这样弯管的使用既可以直接满足其施工的质量,也有所需的功能需求,这样也可以在很大的程度上节约其材料,有效的降低其使用成本。 一般情况排水的横干管,次出户管需要采用其A型管,排水支管以及排水立管需要采用其W型管,这样的额搭配使用是的,一般情况下采用其A型管主要是因为法兰压盖的连接其机械的性能比较好。 弯管上的冲压弯头在进行安装的过程中非常的快捷,在使用的过程中其接口的可曲挠性良好,非常合适采用其排水立管的选用材料,这样产品可以使用在厕浴间内排水横支管。 在进行安装施工的过程中可以直接利用其良好的接口以及可曲挠性和严密性,直接对排水管道的坡度进行有效的控制,由于w型管的链接件的特性,主要结合其住宅工程的竣工装修现状。在进行立管隐蔽装修时,便于装修布置,可以节约空间,增大实际使用面。 现在弯管的生产厂家在不断的增多,生产出来产品的质量也是良莠不齐,在材料的选择的过程是非常重要的,它可以直接影响其工程质量,所以弯管加工时材料的采购,需要严格的按照其相应的保准进行选择。 弯管加工时要求其管件以及管材所需要的原材料都必须要是合格的材料,当原材料进场以后,在进行存放的过程中需要严格的按照其存放的要求进行保护。


弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。


