


我们的球墨铸铁管K9球墨铸铁管量少也做视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:甘肃陇南球墨铸铁管K9球墨铸铁管量少也做的图文介绍

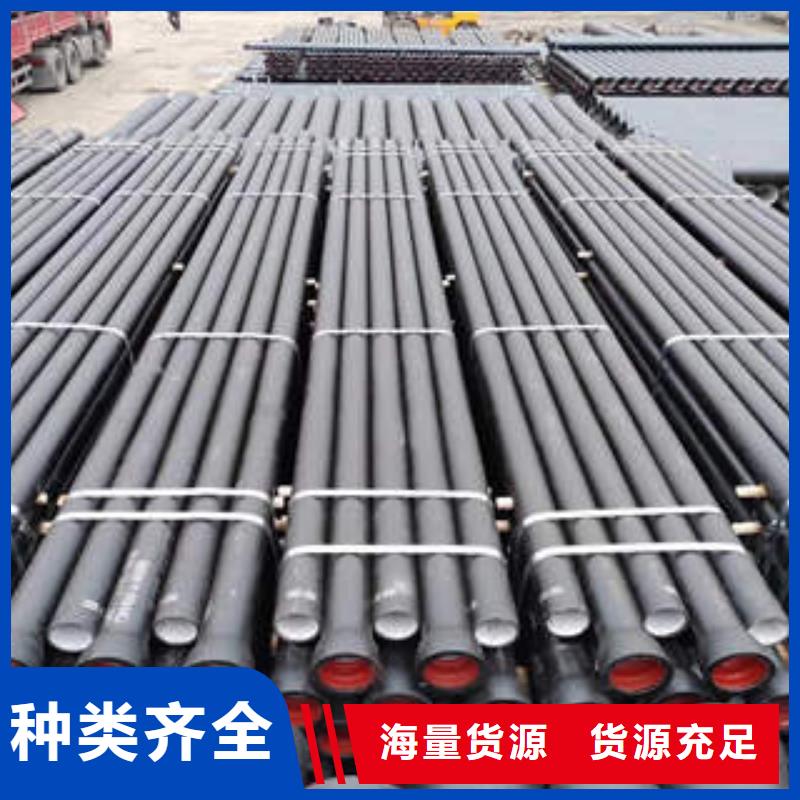
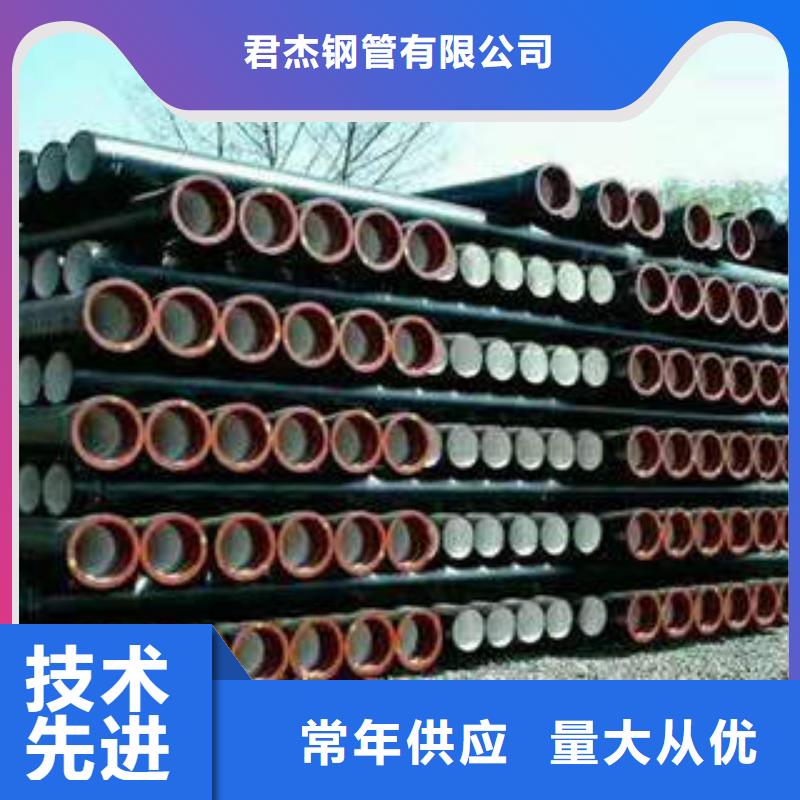
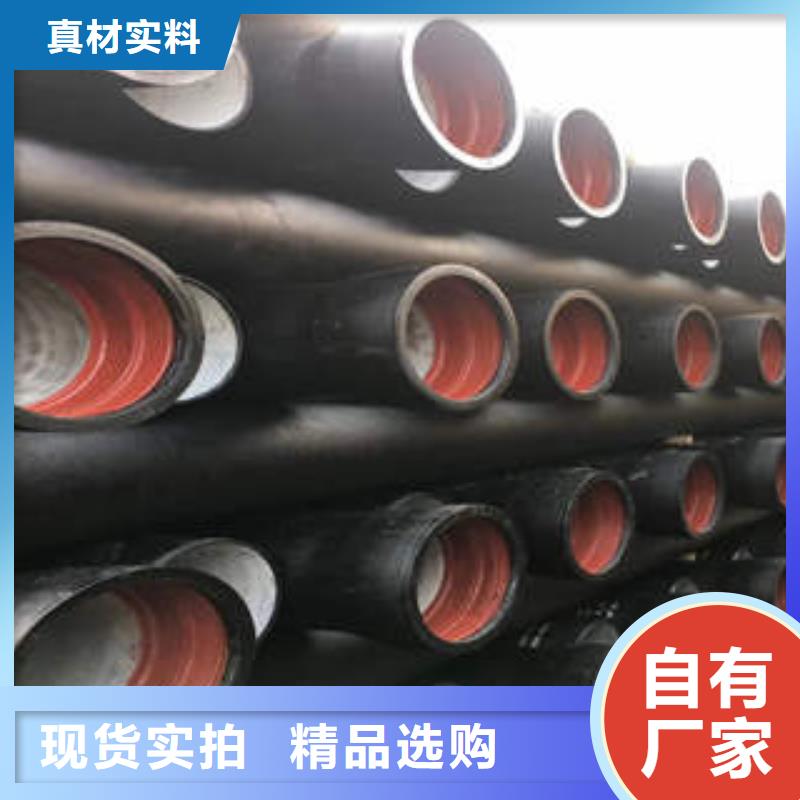
产品执行建设部行业标准。 口径范围 DN15--DN1200可带法兰及带压槽涂装 长度 6m、9m、12m及不定尺长度 涂层壁厚 100微米~500微米之间,通常为350微米。 管道接口 丝扣连接、法兰连接、卡箍连接 前处理 化学浸槽法、物理喷砂法 涂层品种热塑性聚乙烯粉末(PE),热固性环氧树脂粉末(EP)等粉末涂料 。采用前处理、预热、内涂装、流平、后处理工艺制成的给水镀锌内涂塑复合钢管,是传统镀锌管的升级型产品。涂塑复合钢管也叫涂塑钢管,在其内表面熔融涂敷上一层塑料层,在其外表面涂敷上塑料层或其他材料防腐层的钢塑复合产品,涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um,EP(环氧树脂)喷涂厚度为100um-400um;涂覆方式:PE(聚乙烯)为热浸塑EP;(环氧树脂)为内外喷涂;产品规格:DN15—DN2000,环境温度:-30℃ 至120℃;连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。球墨铸铁管


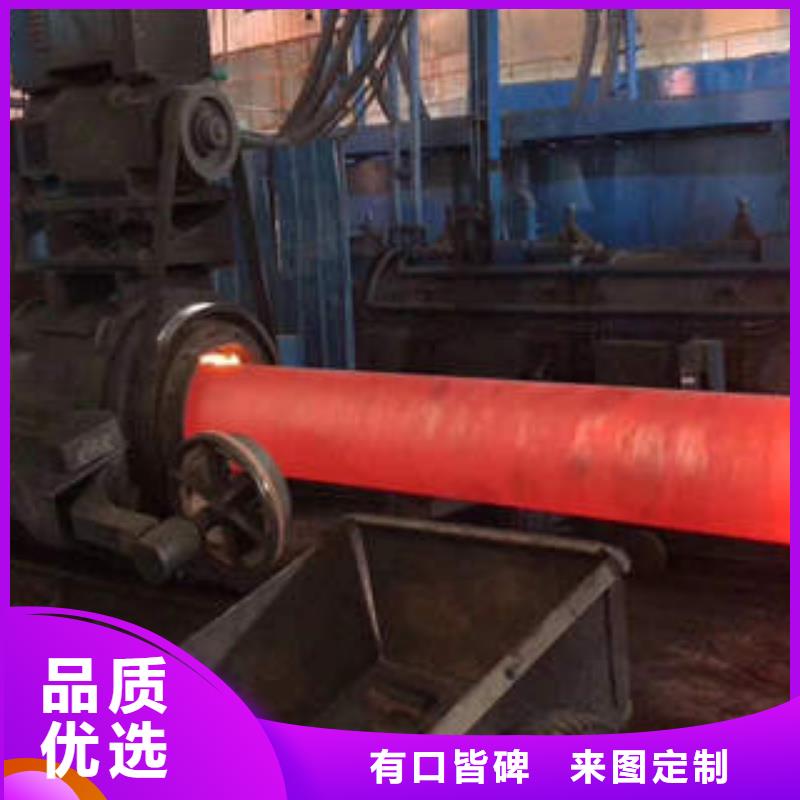
把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



球墨铸铁管市场主要按需采购为主,近期盘面上涨后,贸易商主要降库操作,投机需求减弱。价格新高以后,贸易商对后期价格存在一定的恐高心理。市场成交正常,预计后期现货方面价格上涨频率不会很大,根据期货涨跌和钢厂库存进行调整,建议按需采购,适当降库。近期投机需求有所增加,盘面一直表现较为强势,今日震荡只是寻找合适的位置,在终端采购量延续高位放量,不过近,随着北方入冬,终端需求增量空间已然有限,预计后期周度表需或将逐步下行,重点关注明日数据情况。相对利好是钢厂利润改善暂未带来供应回升,价格短期走势依然偏强,后期仍然是关注季节性变化带来的增减量,预计可上行幅度不会很大,看涨情绪往原材端转移。


1.先进生产设备、检测设施,保证所供应 焊接钢管的质量。 2.心贴心的服务,解决客户难题,实现一站式采购。 3.良好的 焊接钢管原产地优势,以及便利的交通,让我们能够有效快捷的满足 焊接钢管客户要求。 君杰钢管(陇南市分公司)立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务努力做到质量更好,效率更高,服务优良。我们一定能够成为您生意场上辉煌腾飞的助力,实现共同发展.


