





遂宁一名钢铁集团有限公司供应角钢在轧制过程中需要注意。在镀锌扁钢轧制过程中,严格控制终轧温度不低于900℃,否则轧制力急剧增大,变形难以控制,产品尺寸不稳定,特别是对周期尺寸影响十分显著。为控制成品精度,K3孔型的出口厚度应控制在8.5±0.3mm,宽度应≥105mm。镀锌角钢对于表面处理质量的另一个指标—粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=即粗糙度Rz=55~75微米。为了确保其使用效果在“强力锌”及“罗巴鲁”施工说明书中,对粗糙度的要求略低,Rz=40~60微米。锌角钢冷镀锌涂料主要通过电化学原理来进行防腐,因此保证锌粉与钢材的充分接触,产生电极电位差。

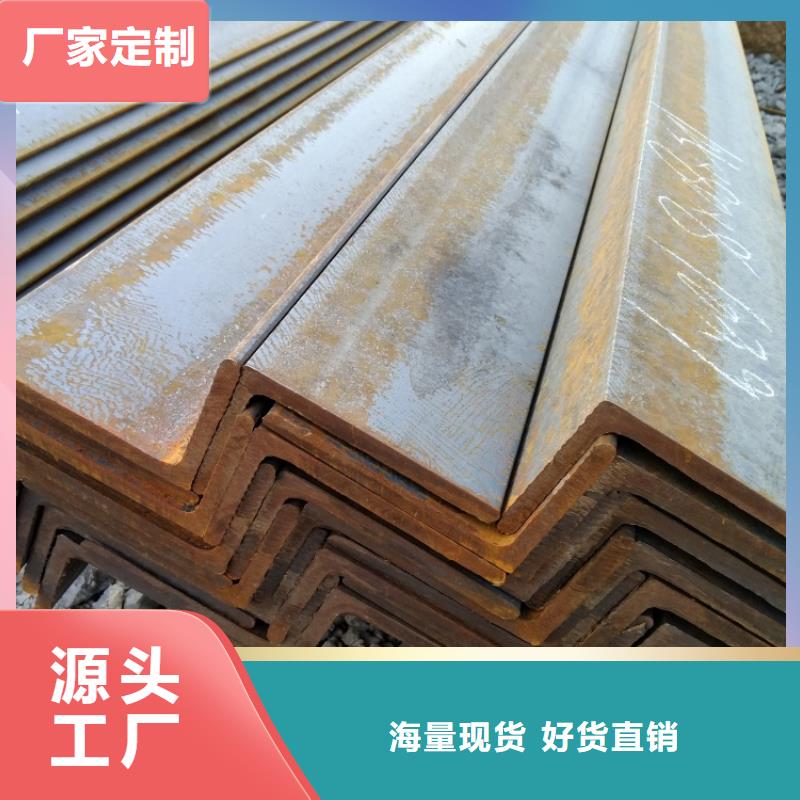
遂宁一名钢铁集团有限公司供应角钢割嘴都要随大面的斜线方向进行切开。运用可燃气体同氧混合焚烧所发生的火焰别离气割割炬资料的热切开,又称氧气切开或火焰切开。气割时,火焰在起割点将资料预热到燃点,然后喷发氧气流,使金属资料剧烈氧化焚烧,生成的氧化物熔渣被气流吹除,构成切断。气割用的氧纯度应大于99%,可燃气体一般用乙气,也可用石油气,天然气或煤气。用乙气的切开功率高,质量较好,但本钱较高。气割设备主要是割炬和气源。割炬是发生气体火焰。其他两小面传递和调理切开热能的东西,其结构影响气割速度和质量。选用快速割嘴可进步切开速度,使切断平直,表面光洁。手艺操作的气割割炬,用氧和可燃气体的气瓶或发生器作为气源。半主动和主动气割机还有割炬驱动组织或坐标驱动组织。
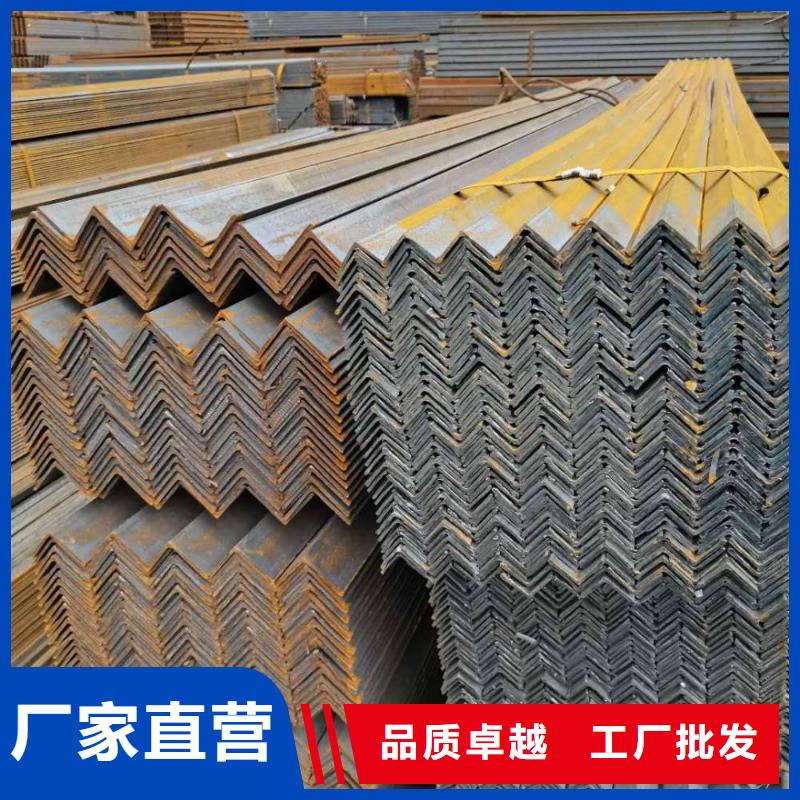
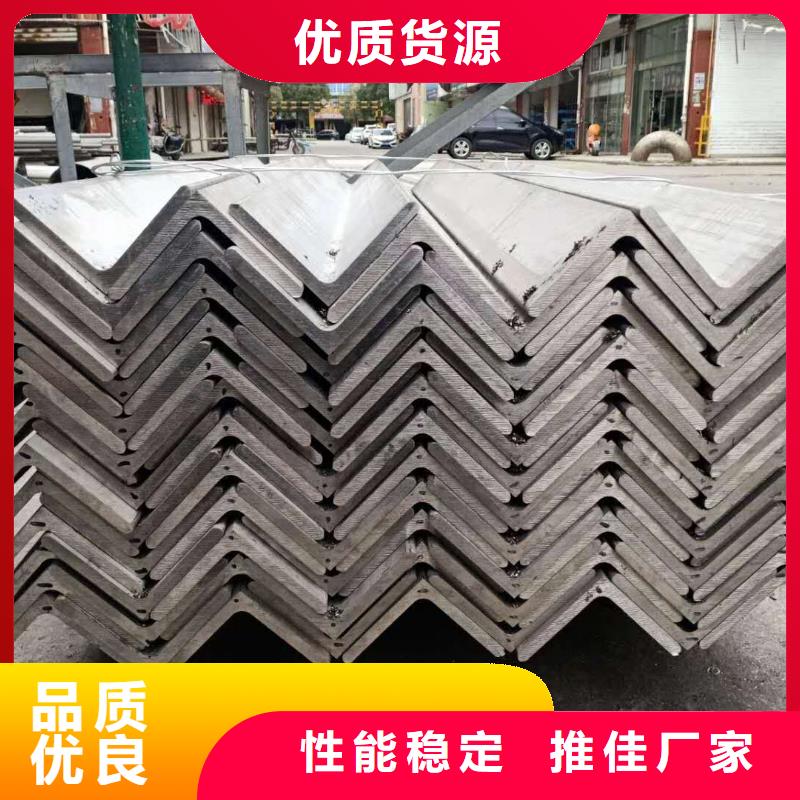
遂宁 一名钢铁 供应角钢 倍尺两种。国产角钢的定尺选择范围根据规格号的不同有3—9m,4—12m,4—19m,6—19m四个范围。日本产角钢的长度选择范围为6—15m。边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢切角模具,主要分为等边角钢和不等边角钢两大类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。角钢的规格用边长和边厚的尺寸表示,目前国产的角钢规格为2—20号。角钢的交货长度分定尺以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢。因而在合同等单据角钢的边宽12.5cm—5cm之间的为中型角钢。
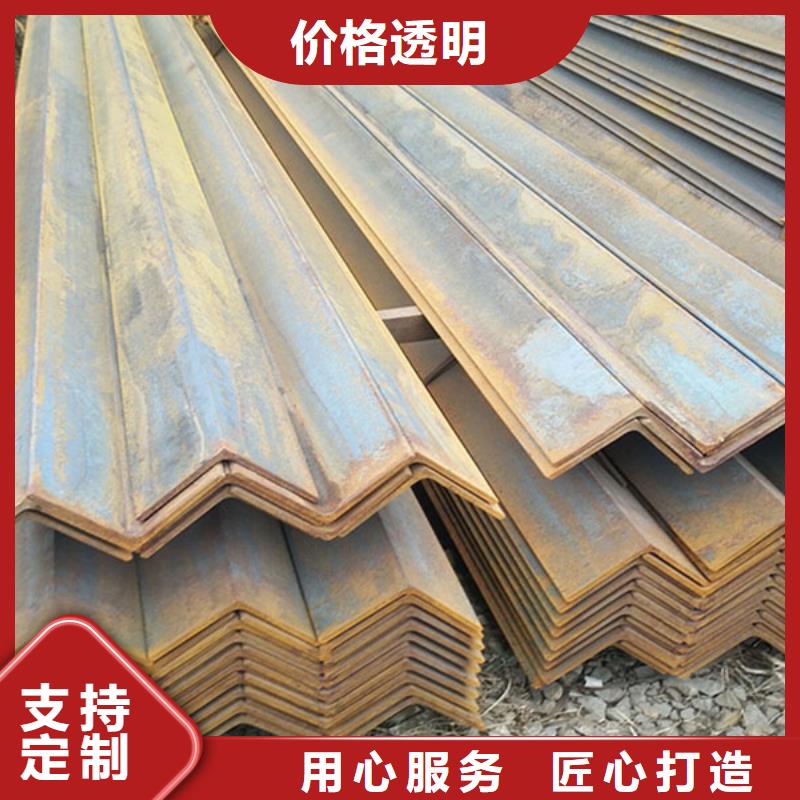
遂宁一名钢铁集团有限公司供应角钢使用寿命可以提高到一年半到两年,这个寿命对于钢带来说仍然太低。经过多次的试验以及经验得知制造锌锅的供热量为8360kj但是这样大面积的传热面是不可能实现的,因此镀锌角钢已经不可能满足。早期的镀锌角钢是由生铁制造而成的在这种情况之下开发了工频感应加热的耐火材料的陶瓷锅。处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低,持久耐用:镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强。采用低碳低硅的钢板制造的锅正常的使用之下抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补,在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补。可靠性好:镀锌层与钢材间是冶金结合。